
I.10CrMo910 ਮਿਸ਼ਰਤ ਸਟੀਲ ਦੀ ਇੱਕ ਸਮੱਗਰੀ ਹੈ, ਜੋ ਕਿ ਆਮ ਤੌਰ 'ਤੇ ਬਾਇਲਰਾਂ ਅਤੇ ਦਬਾਅ ਵਾਲੇ ਭਾਂਡਿਆਂ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।10CrMo910 ਸਟੀਲ ਪਲੇਟ ਸਟੀਲ ਪਲੇਟ ਦੀ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਕਠੋਰਤਾ ਅਤੇ ਕਠੋਰਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਨ ਲਈ ਢੁਕਵੇਂ ਰੂਪ ਵਿੱਚ ਮਿਸ਼ਰਤ ਤੱਤਾਂ ਨੂੰ ਜੋੜ ਕੇ ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਕਾਰਬਨ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਦੀ ਬਣੀ ਹੋਈ ਹੈ।ਰਸਾਇਣਕ ਰਚਨਾ (ਮੁੱਖ ਤੌਰ 'ਤੇ ਕਾਰਬਨ ਸਮੱਗਰੀ), ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਵੱਖ-ਵੱਖ ਵਰਤੋਂ ਦੇ ਅਨੁਸਾਰ, ਇਸ ਕਿਸਮ ਦੇ ਸਟੀਲ ਨੂੰ ਮੋਟੇ ਤੌਰ 'ਤੇ ਕਾਰਬੁਰਾਈਜ਼ਿੰਗ, ਕੁੰਜਿੰਗ ਅਤੇ ਟੈਂਪਰਿੰਗ ਅਤੇ ਨਾਈਟ੍ਰਾਈਡਿੰਗ ਸਟੀਲ ਤਿੰਨ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ।
II. 10CrMo910 ਮਿਸ਼ਰਤ ਸਟੀਲ ਪਲੇਟ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ:

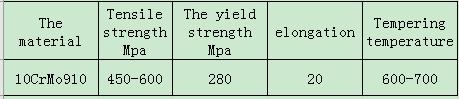
III.10CrMo910 ਮਿਸ਼ਰਤ ਸਟੀਲ ਪਲੇਟ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
IV.10CrMo910 ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਜਾਣ-ਪਛਾਣ:
10CrMo910 ਸਟੀਲ ਪਲੇਟ ਦੀ ਵੈਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਜੇ ਵੈਲਡਿੰਗ ਰਾਡ ਅਤੇ ਤਾਰ ਨੂੰ ਬੇਸ ਮੈਟਲ ਦੇ ਸਮਾਨ ਤਾਕਤ ਨਾਲ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਵੈਲਡਿੰਗ ਜੋੜ ਦੀ ਪਲਾਸਟਿਕਤਾ ਮਾੜੀ ਹੁੰਦੀ ਹੈ।ਵੈਲਡਿੰਗ ਦਾ ਪ੍ਰੀਹੀਟਿੰਗ ਤਾਪਮਾਨ 400 ~ 450 ℃ ਹੋਣਾ ਜ਼ਰੂਰੀ ਹੈ, ਜੋ ਕਿ ਉੱਚ ਹੈ ਅਤੇ ਉਸਾਰੀ ਦੀ ਸਥਿਤੀ ਮਾੜੀ ਹੈ।ਵੈਲਡਿੰਗ ਜੋੜਾਂ ਦੀ ਪਲਾਸਟਿਕਿਟੀ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ, 3H ਉੱਚ ਤਾਪਮਾਨ ਦੇ ਤਾਪਮਾਨ ਲਈ ਵੈਲਡਿੰਗ ਨੂੰ 740° C 'ਤੇ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਪਰ ਉੱਚ ਤਾਪਮਾਨ ਪ੍ਰੀਹੀਟਿੰਗ ਅਤੇ ਲੰਬੇ ਸਮੇਂ ਲਈ ਉੱਚ ਤਾਪਮਾਨ tempering ਵੈਲਡਿੰਗ ਗਰਮੀ ਪ੍ਰਭਾਵਿਤ ਜ਼ੋਨ ਵਿੱਚ ਸਪੱਸ਼ਟ ਨਰਮ ਵਰਤਾਰੇ ਦਾ ਕਾਰਨ ਬਣੇਗਾ।ਜੇ ਤੁਸੀਂ ਥੋੜ੍ਹੀ ਜਿਹੀ ਘੱਟ ਤਾਕਤ, ਚੰਗੀ ਪਲਾਸਟਿਕ ਵੈਲਡਿੰਗ ਡੰਡੇ ਅਤੇ ਤਾਰ ਦੀ ਚੋਣ ਕਰਦੇ ਹੋ, ਤਾਂ ਪ੍ਰੀਹੀਟਿੰਗ ਦਾ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੋ ਜਾਂਦਾ ਹੈ (ਅਸਲ ਓਪਰੇਸ਼ਨ 250~300° C), 1H ਟੈਂਪਰਿੰਗ ਲਈ 700~720°C ਇਨਸੂਲੇਸ਼ਨ, ਵੈਲਡਿੰਗ ਤਣਾਅ ਨੂੰ ਦੂਰ ਕਰਨ ਲਈ ਕਾਫ਼ੀ ਹੈ, ਅਤੇ ਨਹੀਂ ਹੋਵੇਗਾ। ਿਲਵਿੰਗ ਗਰਮੀ ਪ੍ਰਭਾਵਿਤ ਜ਼ੋਨ ਦੇ ਨਰਮ ਹੋਣ ਦਾ ਕਾਰਨ.ਇਸ ਲਈ, R317 ਇਲੈਕਟ੍ਰੋਡ ਅਤੇ H08CrMOA ਇਲੈਕਟ੍ਰੋਡ ਆਮ ਤੌਰ 'ਤੇ 10CrMo910 ਮਿਸ਼ਰਤ ਸਟੀਲ ਪਾਈਪ ਵੈਲਡਿੰਗ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ।
ਪੋਸਟ ਟਾਈਮ: ਨਵੰਬਰ-30-2021